



©Copyright 2016 苏州天之骄精密机械有限公司 苏ICP备20029651号 网站地图 苏州文旦制作

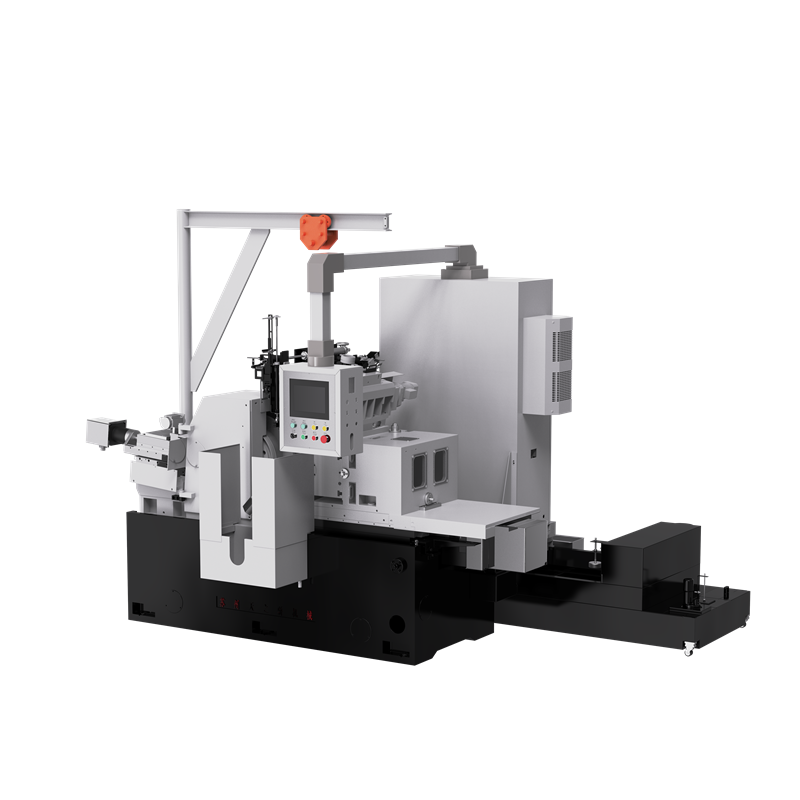
机床结构及性能
1) 砂轮主轴的前后支撑均采用轴承结构,回转精度高。采用交流变频器控制电机实现自动分段变速,从而达到恒线速。砂轮最高线速度45m/s;
2)导轮主轴:导轮前后支撑采用内锥为1:10的整体式滑动轴承;后支撑采用成对双联角接触球轴承作径向定位和轴向定位,再采用调心球轴承作辅助支撑,刚度好。采用交流变频器控制电机实现无极变速,工作转速稳定可靠;
3) 导轮架进给由伺服电机驱动滚珠丝杆实现快、慢进给及微量补偿。进给导轨采用双V型滚针导轨,进给灵敏,刚性好。往复定位精度≤0.002;
4) 金刚滚轮修整器:修整器进给由伺服电机驱动滚珠丝杆控制修整量和补偿量。修整往复运动由伺服电机驱动滚珠丝杆,可无级调整速度。能完成自动补偿、计数补偿、同步补偿,最小补偿量0.001。 往复定位精度≤0.002;
5) 导轮修整器采用手动进给,调速电机驱动修整运动;可无极调速;
控制系统
1) 采用三菱PLC控制系统,三菱伺服运动系统,施耐德电气、亚德客气动元件;
2)电控箱带工业空调冷却,保证电控柜温度在35℃以内;
3)配自动注油机;
4)配磁性分离器
5)附有气门推料装置,调整运动由电机驱动;
6)附有砂轮吊车装置
技术参数
| 加工直径 | 5-10 mm | 研磨长度 | ≤190mm |
| 研磨后要求 | 粗磨(mm) | 半精磨(mm) | 精磨(mm) |
| 研磨余量(直径方向) | 0.25-0.3 | 0.1-0.15 | 0.05-0.08 |
| 直线度 | 0.012 | 0.008 | 0.003 |
| 圆度 | 0.01 | 0.007 | 0.003 |
| 表面粗糙度 | Ra 1.2μm | Ra 0.8μm | Ra 0.32μm |
| 尺寸 | ±0.02 | ±0.01 | ±0.003 |